Ékszersuli
Felületkezelés
Milyen felületkezelési módokat ismerünk? 
Mattírozás
Mi a különbség a fényes, a finom matt, és a durva matt megmunkálású felületek tartóssága között?
Nagyon szép kontrasztot ad egy fényes és egy matt felület egymás mellett, különösen, ha színeikben is különválnak a fémek. Nem árt némi információt szerezni az alkalmazott felületi kidolgozásokról. A mattírozás úgy készül, hogy a fémfelszínt, keményebb, durvább eszközökkel (pl. gyémánt maró, kefe, homok- v. szemcsefúvóval) munkáljuk meg, hogy egyenletes, mikroszkopikus méretű barázdákat hozzunk létre a fém felületén. Ha csak nagyon finom szemcsézetű anyaggal mattírozunk, selymes hatást érünk el. Ha a mattírozónk felülete durva, mélyebb, plasztikusabb mattírozást tudunk készíteni. Ezek a parányi „fémtaréjok” az ékszer viselése közben óhatatlanul, elkenődnek, és egy fényes kis felületet hagynak maguk mögött. Ezért a mattított felületek idővel „kifényesednek”. Természetesen minél durvább felületet hoztunk létre ez a folyamat annál hosszabb időn át megmarad.



A tökéletesre polírozott felületnél ez pont fordítva történik. A fémek esetében minél simább egy felület annál fényesebb is egyben. Itt megjelennek használat alatt a mikro karcok, ezáltal mattabbá válik a felület.
Galvanizálás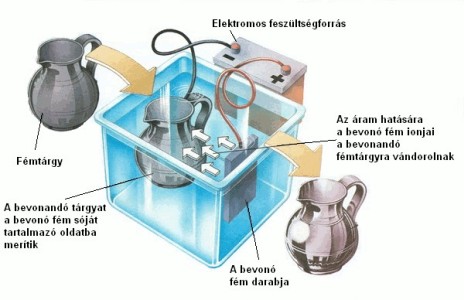
A galvanizálás az az elektrokémiai folyamat, amikor elektromos áram (egyenáram) hatására a galvánoldatból az elektródán fém válik ki. Galvanizálással, a katódra (negatív pólus) kapcsolt fém alkatrész felületére - külső áramforrás segítségével - a bevonó fém ionjait tartalmazó elektrolitból, fémbevonatot választanak le. A pozitív pólus - az anód - legtöbbször oldódó és a bevonó fémből van. Ilyen eljárás az aranyozás és a ródiumozás is.
Ródiumozás (Galvanikus fémbevonás)
A ródiumozás is egy galvanizáló eljárás. A fehérarany és ezüst ékszereket be szokták vonni egy vékony ródium réteggel, hogy azok még gyönyörűbb, világosabb fehér színt kapjanak. A ródium a platina fémek közé tartozik, kemény és kopásálló réteget képez a fémen.
Részleges ródiumozás. A foglalatok esetében, ragyogó fehér fényével a legoptimálisabban veri vissza a belefoglalt gyémánt színét.
Aranyozás
A kémiai úton történő legrégebbi aranyozási eljárás a Kr. e. 3. századtól ismert tűziaranyozás lényege, hogy a bevonandó tárgy felületét aranyamalgámmal borítják, majd fölhevítik. A higany a hevítés hatására elpárolog, és az arany vékony réteg formájában a felületen marad.
A többi kémiai aranyozási eljárás közös jellemzője, hogy az oldatba vitt aranyat a tárgy felületére kicsapatják, s az ott egyenletes bevonatot képez.(pl. galvánaranyozás)


Vésés
Díszítővésés
A vésnök szakma két fő ága a szerszámvésnök és a díszítővésnök. Elsősorban a díszítővésésre térnék ki, mert az ékszerek szempontjából érdekesebb.
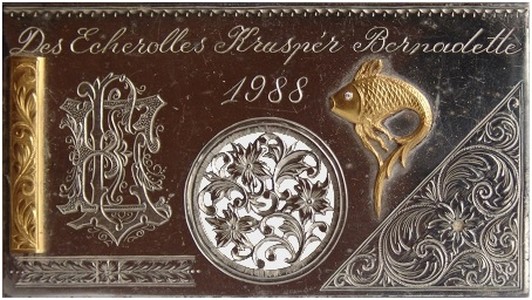
A díszítővésés lényege, hogy a minta fölrajzolása és fölvésése egyaránt kézi munka, egyedi, művészi kivitel, mert megismételhetetlen. A vésnök mester egy golyó alakú satut használ, mely egy talpas, homorú belső kiképzésű fa „tálcában” tud elfordulni. Egy kézzel a satut tartja, forgatja, másik kezében egy véső szerszámmal alakítja ki a mintákat. A két kéz egyszerre, összehangoltan mozog mindvégig. Ezért a díszítővésés nagy szakmai felkészültséget igényel, mert a kész ékszertárgyon már nincs javítási lehetőség, ha megcsúszik a véső! A vésnöknek biztos keze és jó szeme kell, hogy legyen. Tudjon jól rajzolni és legyen precíz!
Nagy rutint igénylő feladat a vésők szakszerű elkészítése és élezése. A komoly szakemberek maguk készítik el a vésőiket, melyeket saját kezükhöz alakítanak ki. A véső anyaga kopásálló, szívós acél, és hegye keményre van edzve. De még így is gyakran kell élezni, főként fehér arany, vagy nemesacél ékszerek vésésekor. Néha egy tárgy elkészítése közben is többször élezni kell.
Mindezeket csak azért írom le, hogy gondoljanak egy pillanatra ezekre a mondatokra, amikor egy vésett ékszert kézbe vesznek! Mennyi türelem, mennyi gondos figyelem és sok-sok munkaóra van benne! Így már érthető lesz , miért nem lehet grammokban mérni ezeknek az ékszereknek az árát. Magam is készítetten nem egy olyan gyűrűpárt, melyek megvésése egy teljes munkanapot vett igénybe. A megrendelő arcán csillogó önfeledt mosoly és elismerés a nehéz munka igazi jutalma. Ne feledjék, minden kézzel vésett ékszer egyedi, megismételhetetlen darab mely tükrözi a mester szakmai felkészültségét, stílusát, egyéniségét.
Kézi díszítő vésés
Általában a felületben negatív irányban helyezkedik el a véset, de lehet áttört, pozitív (kiálló), és cizellált (domborított, vésett) rátétként elhelyezett is. A mikéntnek csak a fantázia szabhat határt.A díszíthető tárgyak közé tartozhat gyűrű, pecsétgyűrű, karkötő, medál, díszdoboz, étkészlet, keresztelő henger, kupák, serlegek ... egyéb dísz és használati tárgyak.
Általában olyan dísz-, ajándék-, vagy használatitárgyak, amelyeknek anyaga nemesfém, fém.

Kézi gravírozás
A felületére filc tollal rajzolják fel az eleinte egyszerű vonalakat, majd a forgó maróhegyet a kiindulópontra helyezve közepes nyomással és azonos erővel próbálják végigvezetni a jelölésen. A gépet nem görcsösen, de erősen kell tartani, mint egy vaskos ceruzát, és lassan haladva kell kimarni a kontúrvonalakat. Egyenes szakaszokon használható fém vonalzó is, ám az ívelteket szabad kézzel lehetőleg törés nélkül kell kialakítani. Arra ajánlatos ügyelni, hogy a marófejjel mindig a forgással ellentétes irányban célszerű haladni, hogy elkerüljük a marófej kitörését.
A speciális kézi gravírozó szerszámmal a szokásostól eltérően rezgő mozgással lehet különféle díszítéseket, feliratokat készíteni a különféle anyagok felszínébe. A különleges keménységű, karbid anyagból készült és cserélhető gravírozó csúcsot a gép percenként 6000-es lökettel mozgatja, mégpedig 5 fokozatban szabályozható mélységállítási lehetőséggel a különféle gravírozási hatás elérése céljából.
Gépi vésés
A gravírozás végeredményben egyfajta finom marási eljárás, amelynek során az adott motívumok az anyag felszínébe mélyítve kerülnek kialakításra. A szerszám csak a hagyományos ékszereknél finom véső, más esetekben viszont nagy sebességgel forgó, és általában gyémánt marófej, amelyet számítógép vezérelt mechanizmus irányít. Ez a mechanikus gravírozás, amellyel főleg fémekbe, különféle felületi bevonattal ellátott ún. kétrétegű anyagokba lehet szöveget vagy egyéb motívumokat a felületbe mélyítve kialakítani. Ennek speciális formája a karcolásos eljárás, amelynél a mintákat a gyémántfej az anyagba mélyített barázdákkal alakítja ki. A díszítést így sűrűn egymás mellé húzott vonalak együttes látványa formálja. Főként sík plaketteken, névtáblákon, kisebb cégtáblákon stb. alkalmazzák.


Gravírozás, pantográffal

A gravírozás olyan gravírozó géppel történik, ahol egy kemény műanyag lapból, vagy fém lapból kivágott nagyméretű sablont egy „tapintó kar” lekövet és azt egy áttétel segítségével lekicsinyítve egy karctű, mely ipari gyémánt - vagy edzett acél hegyű tű - a megadott tárgyba karcol. A gravírozás nem egyedi, mert akár több száz tárgyba is ugyanazon sablon alapján karcolják be ugyanazt az ábrát vagy a megadott formájú betűkkel a szöveget. A karcolásnak kisebb a mélysége is, mint a vésésnek és nincsenek különböző vonalvastagságok, árnyékolások sem. A gravírozás további hátránya, hogy csak síkfelületen oldható meg. Egy bonyolultabb formánál, mint amilyen pl. egy gyertyatartó, vagy kehely, nem lehet alkalmazni. Előnye, hogy olcsó, de ékszerészeti szempontból kevéssé értékes.
Marás

A marás a technika fejlődésével egyre szélesebb körben használható az ékszer szakmában is, csodálatosan tágítva a tervezés határait. A technológia lényege, hogy egy számítógép vezérlésű CNC marógép apró forgácsoló szerszámok – marók – segítségével három dimenzióban tud dolgozni. Az ilyen ékszerek elkészítése egyszerre követel ékszerészi – és számítógép programozói ismereteket. Előnye, hogy nagyobb mélységek, áttörések, plasztikusabb formák elkészítésére is alkalmas. Pl. verőszerszámok, beütők, mester darabok professzionális legyártásához is, egyedi ékszertárgyak készítésére is. A marással készített tárgyról születhet tökéletes másolat, ha a programozó elmenti a marási „útvonal tervet”. Mégsem vállnak a munkák „lélektelenné”, mert a program megírása komoly emberi tényező.
Kép forrás: http://www.agt.hu/images/galvanizalas.gif
{kind=link}
https://fembelyegzo.hu/wp-content/uploads/2015/04/dv_bvm_1988.jpg
{kind=link}